Ca y'est je commence ma manouche !!! Cool
Ca sera :
- Table d'harmonie épicéa type "double top" ;
- Fond en érable;
- Manche en érable;
- Touche en ébène ;
Le reste je ne sais pas trop, je verrai au jour le jour pour les filets, etc...
Pour m'aider j'utilise une fraiseuse CNC home made, je sais que c'est pas très "artistique" mais comme j'aime tout ce qui est "technique" (mécanique, électronique, ...), je me suis lancé dans ce petit défi d'en construire une.
Elle me permet de faire des découpes précises, là où mes mains je sont pas assez adroites. Elle me permet également de gagner en matériel de découpe, qui prend de la place et que je ne peux pas utiliser dans ma modeste demeure...
J'espère que vous ne crierez pas au scandale !
La fraiseuse CNC.
Elle est en train de débiter mon manche (non fini encore) :

Le PC contrôleur avec le logiciel :

Voici quelques photos de ce que j'ai fait pour le moment :
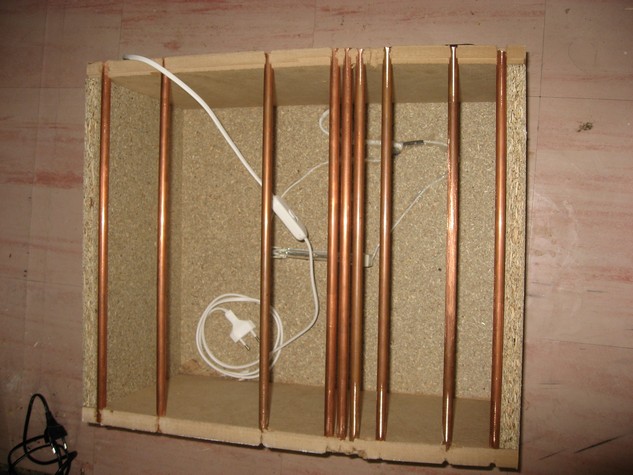
La "boite" pour donner le pli à la table ("forming box").
J'ai utilisé une ampoule halogène avec un variateur de 500 W:

Le moule pour les éclisses :

Un "radius dish" de la table
Je l'utiliserai avec une pompe à vide pour les barrages. Il faut que je fasse celui du fond également.

La pompe à vide
Réalisée avec un compresseur de réfrigérateur, un régulateur de pression (le compresseur ne tourne donc pas en continu, dès que la pression voulue est atteinte il s'arrête) et un vacuomètre. Je l'ai réglé pour le moment sur -0.6bar, je peux descendre plus bas je verrai si je dois le faire.
Elle va m'être utile pour le collage des barrages mais surtout pour réaliser mon "double top".


Les barrages de la table

Les barrages du fond
Il manque le renfort de fond car je vais utiliser un fond solide en érable et non du multiplis.

Le headplate
Avec une petite gravure à la Selmer, et une caricature de django. J'ai bouché la gravure avec de la résine mélangée à de la poussière d'ébène.

Ci-dessous un essai de la même gravure mais non bouchée avec de la résine. Au lieu de la boucher, je l'ai peinte avec de la peinture noire et j'ai enlevé le surplus, puis verni. Ca donne un côté "chauffé" (marquage au fer rouge) que j'aime bien...
L'image est floue dommage...

La touche
Je n'aurais pas dû lui donner l'épaisseur maintenant mais plutôt après avoir fait la jonction corps-manche afin d'avoir mon action désirée et les fameux 19mm sur le chevalet... Il faudra certainement que je rajoute une cale ou que je rabote ! Je le saurai pour la prochaine fois...
La touche en ébène non réalisée :

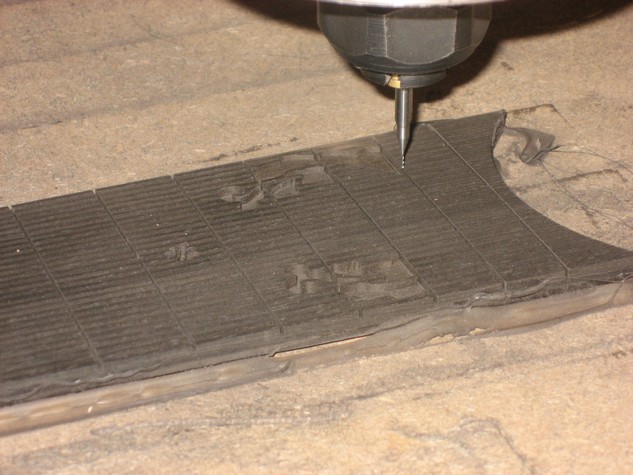
La touche gravée

Ma CNC home made en train de graver la touche
La touche avec les repères


Il faut que je refasse les frets car j'ai collé les motifs après la gravure des frets... Pas malin, mais bon il me faut juste une scie avec une épaisseur de lame de 0.5mm. Si vous savez où trouver ça..
En ce moment je suis en train de terminer mon manche, à bientôt pour de nouvelles photos !




